Zur lieben Frau Kirchner brauche ich natürlich noch Spannmöglichkeiten. Die günstigste ist erst mal einen Adapter von 1 3/4 5tpi auf 1 1/2 6tpi herstellen zu lassen (kann ich nicht selbst), dann hätte ich ein Geiger Gewinde und könnte viele meiner Futter auf der Bank benutzen.
Aber irgendwie wäre natürlich auf so einer großen Bank auch ein etwas größeres Futter ganz nett…
Beim Kauf der großen G25 war damals auch ein 160mm Röhm 4-Backenfutter dabei. Dieses ist schon mit Grund- und Aufsatzbacken ausgestattet, allerdings passen die Bohrungen nicht auf meine vorhanden Backensätze für Axminster oder Vicmarc. Die Lösung hier wäre es weiche Monoblockbacken für das Futter zu kaufen und entsprechend umzuarbeiten. Allerdings schlagen die mit rund 150 Euro pro Satz ganz schön zu Buche.
Ich hab dann etwas in den Kleinanzeigen gestöbert und dort einen Verkäufer gefunden, der bereits bearbeitete Backensätze für dieses Futter verkauft. Grobe Einschätzung war, da ist noch genug „Fleisch“ dran, dass ich diese Backen für meine Zwecke weiter verarbeiten kann. Am Ende hab ich 3 Backensätze zum halben Preis von einem neuen Satz bekommen. 😀 Sie passen, Glück gehabt.



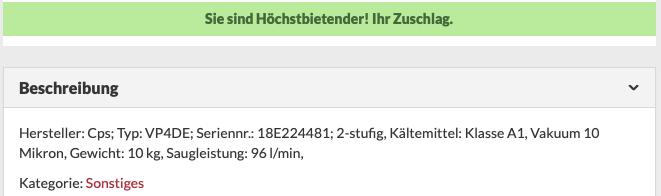
Also, zum ersten mal Metallbearbeitung auf der Geiger… Erst den Reitstock abgeschraubt, Kreuzsupport aus seinem Dornröschenschlaf nach vorne gekurbelt und Reitstock dahinter gestellt. Den 10mm Drehstahl aus dem Keller geholt und auf den Oberschlitten gelegt und mal so grob zur Körnerspitze gepeilt… Hui, ich muss knapp 20mm unterlegen. Dann nehmen wir nen 16mm HSS Drehling, und einige Lagen von den Metallfühlerlehren und schon kommt die Spitzenhöhe in etwa hin (wie genau muss sowas sein?).
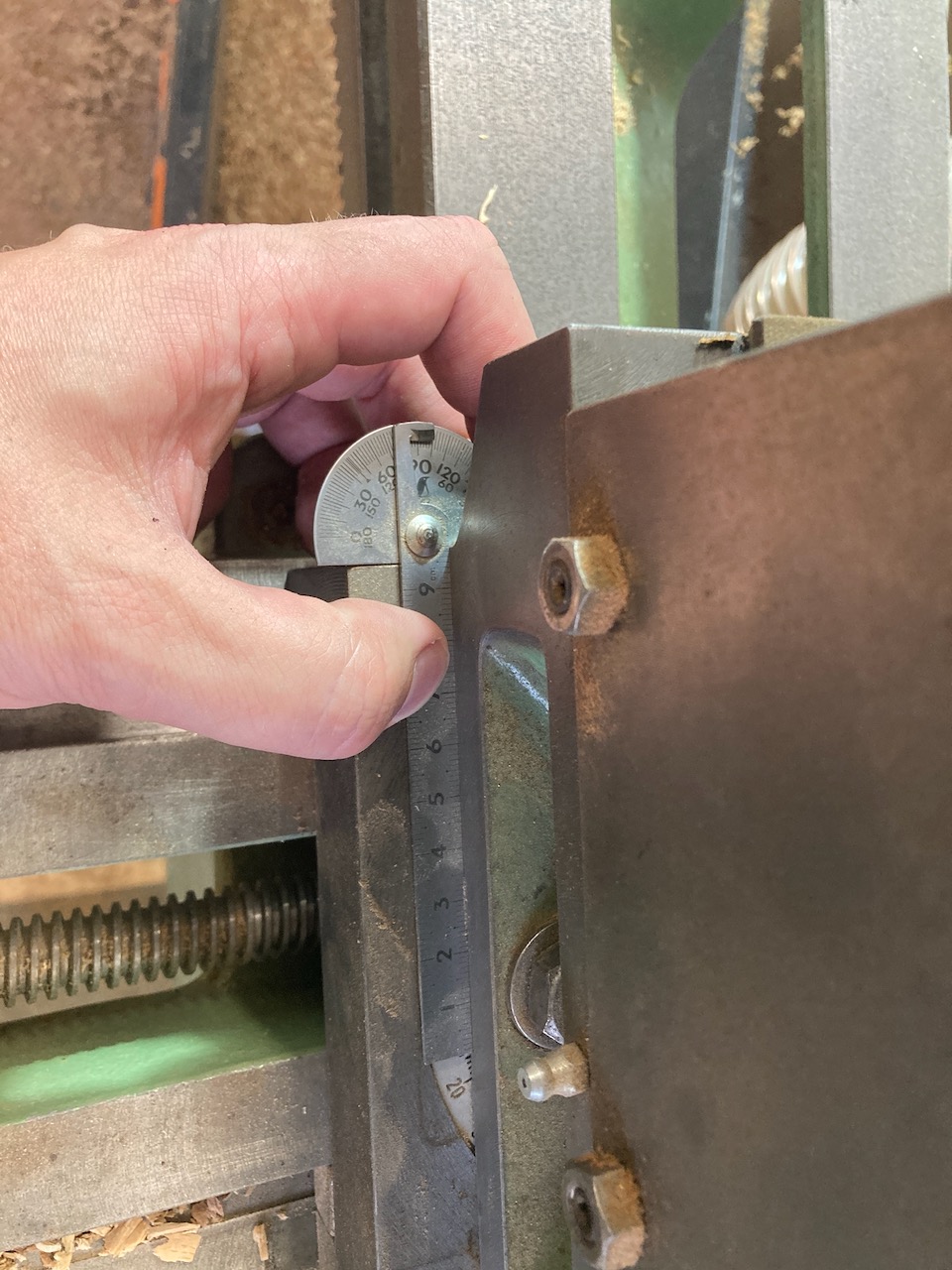
Danach müssen die Backen erst mal gespannt werden, bevor man sie bearbeitet. Da die Backen vorher schon bearbeitet waren und ich schauen musste, dass ich noch genug Platz für Gewindebohrungen habe, kam ich auf 35mm Abstand zwischen den Backen. Also musste ich etwas recht hartes mit 35mm Durchmesser suchen, das ich da zwischen die Backen klemmen kann. Hier ist mir dann ein Kugellager in die Hände gefallen.
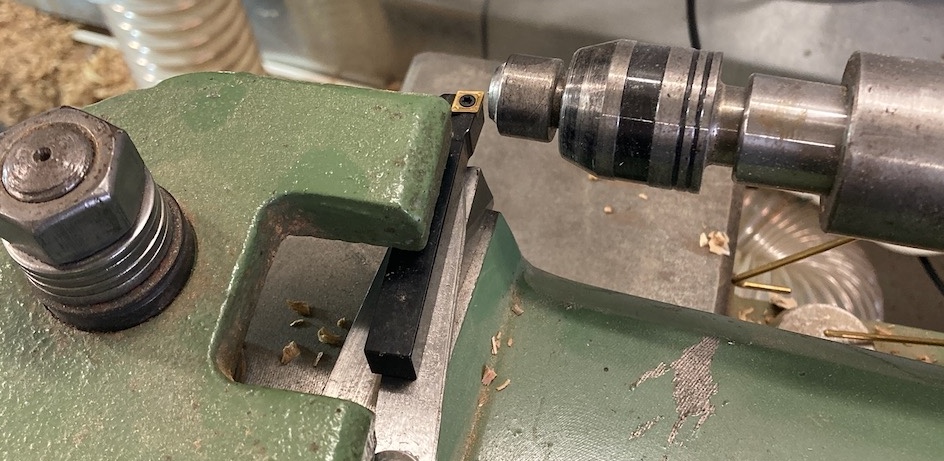
So, danach den Oberschlitten 90 Grad ausgerichtet und Drehzahl auf 325 gestellt, ich hab ja keine Erfahrung… Unterbrochener Schnitt und was man nicht alles beachten muss… Erst mal vorsichtig die Oberfläche abgekratzt, klappt. 0,3mm Zustellung, Stück für Stück wurden die Backen kürzer. Bis zu der Axminster Form müssen knapp 3cm abgedreht werden. Am Ende hab ich mit 650 Umdrehungen und 0,5mm Zustellung gearbeitet und das fühlte sich für meine Verhältnisse sicher an.
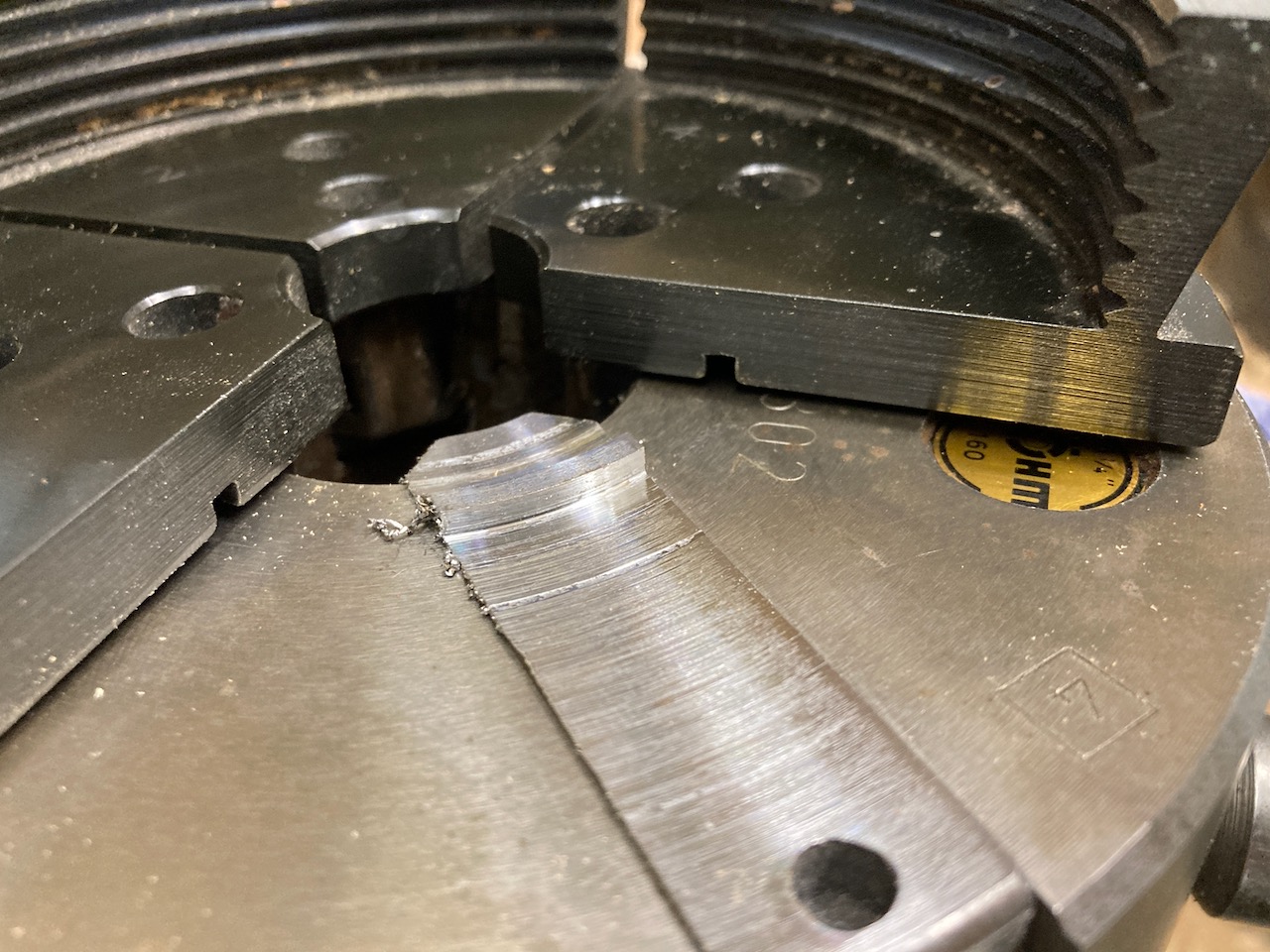
Das letzte Bild zeigt quasi das Ziel, wie die Backen in meinem Zentra Futter aussehen.




Bei den Abmessungen hab ich mich an den Maßen von Thomas Häckel orientiert. Er erstellt Zubehör für verschiedene Drechselfutter und hat die genaue Bemaßung auf seiner Seite angegeben. Ich habe diese Zentrierung für die Backen 2,5mm erhaben stehen lassen, der Innendurchmesser ist 59mm, der Außendurchmesser 65mm. Der Steg ist somit 3mm breit und die Backen passen ohne zu wackeln drauf.
Da ich mit dem Drehen noch nicht so viel Ahnung hab und mit nicht sicher war, ob ich die Abmessungen so genau hin bekomme… Hab ich mitten drin mal ein Test gemacht und war soweit zufrieden. Allerdings stand immer noch zu viel Material hoch und ich hätte so die hintere Schraube nicht eindrehen können.
Am Ende hab ich die Backen ca 1mm aus dem Futter hervorstehen. Der Steg sitzt an der richtigen Stelle und die Backen liegen satt auf.
Ab diesem Punkt fehlt noch das Bohren der Gewinde für die Aufsatzbacken. Hierfür hab ich mir eine kleine Rille mit dem Drehstahl eingestochen, damit ich die Bohrungen gleich im richtigen Radius setze.
Fazit soweit, ich muss noch viel lernen was Metallbearbeitung angeht und verstehen, wie ich eine bessere Oberfläche hin bekomme.


Also nächster Schritt geht es mit dem Körner an die Mitte finden und danach an die Bohrmaschine ein paar 4mm Löcher bohren, damit ich dort das M5 Gewinde schneiden kann. Bevor ich dann mein Röhm Futter mit Axminster Backen ausstatte, sollte ich mal die Backen ordentlich entgraten. Ich werde hier weiter berichten.